
 fot. AC S.A.
fot. AC S.A.  Jednym z etapów produkcji sterowników LPG jest montaż elementów przewlekanych
Jednym z etapów produkcji sterowników LPG jest montaż elementów przewlekanych  Montaż elementów przewlekanych odbywa się ręcznie
Montaż elementów przewlekanych odbywa się ręcznie 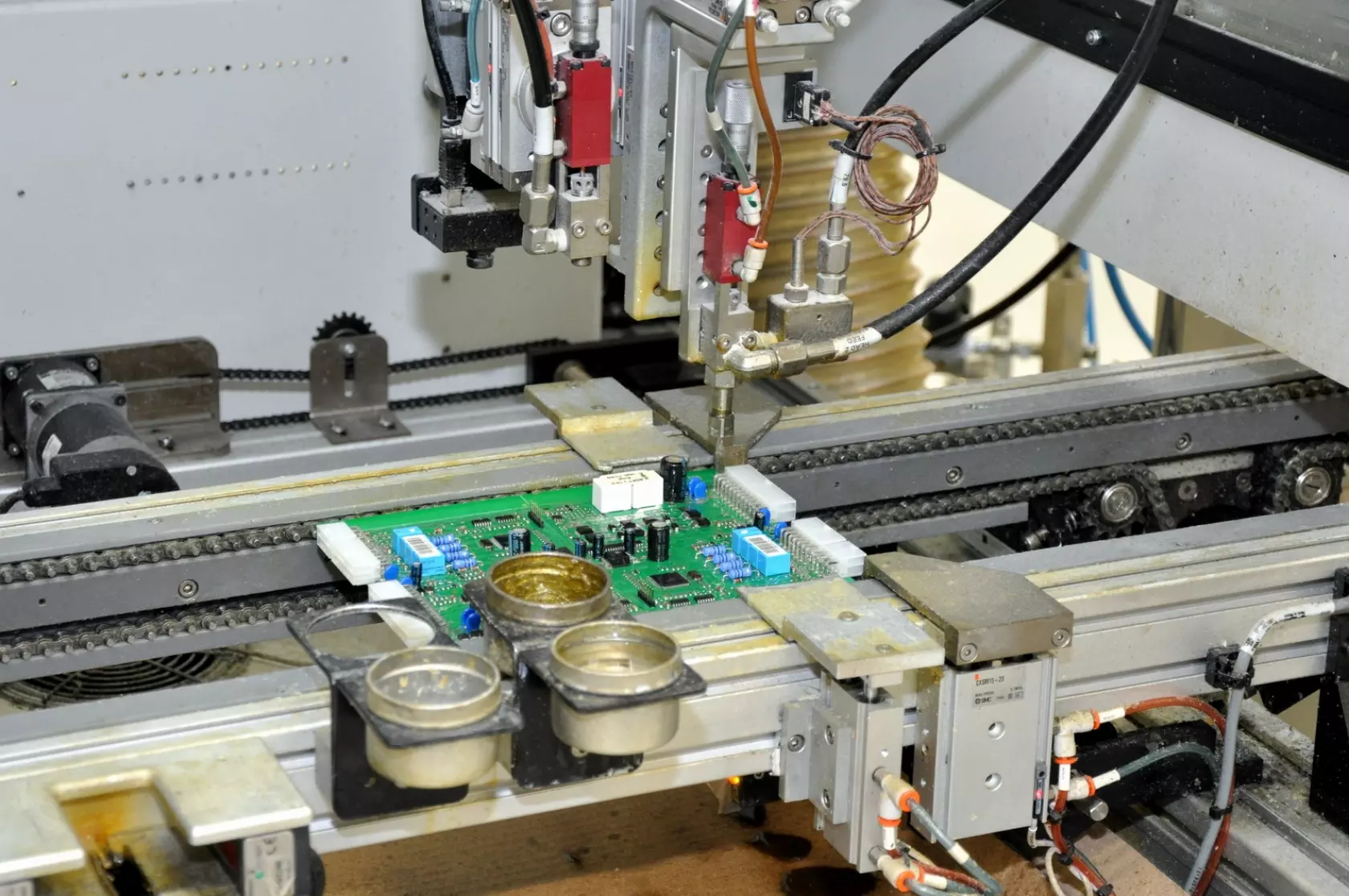 Lakierowanie płytek drukowanych sterowników zabezpiecza je przed wpływami atmosferycznymi
Lakierowanie płytek drukowanych sterowników zabezpiecza je przed wpływami atmosferycznymi  Urządzenie do wylewania uszczelek silikonowych
Urządzenie do wylewania uszczelek silikonowych  Pokrywy obudów sterowników z wylaną uszczelką silikonową
Pokrywy obudów sterowników z wylaną uszczelką silikonową  Kontrola końcowa sterowników LPG przed zapakowaniem
Kontrola końcowa sterowników LPG przed zapakowaniem  Kalibracja czujników poziomu LPG
Kalibracja czujników poziomu LPG 







 fot. AC S.A.Nowe powierzchnie produkcyjne powstały pomiędzy Centrum Badań i Rozwoju AC S.A., a istniejącymi dotychczas halami produkcyjnymi
fot. AC S.A.Nowe powierzchnie produkcyjne powstały pomiędzy Centrum Badań i Rozwoju AC S.A., a istniejącymi dotychczas halami produkcyjnymiProdukcję sterowników przeniesiono z innych pomieszczeń w tym samym zakładzie, natomiast produkcja wiązek została przeniesiona z zakładu znajdującego się w innej części Białegostoku.
Zmiany lokalizacyjne znacznie poprawiły organizację produkcji, przyczyniając się do maksymalnego wykorzystania potencjału parku maszynowego. Były też okazją do wprowadzenia wielu modyfikacji, które np. skróciły czas wielu operacji, czy zużycie materiałów, zmniejszając tym samym koszty produkcji.
Nowe pomieszczenia już na etapie realizacji inwestycji zostały odpowiednio przygotowane pod kątem procesów, które miały być w nich realizowane. Było to bardzo istotne, szczególnie przy produkcji sterowników.
Wilgotność na poziomie 40 do 60% i temperatura w pomieszczeniach około 23ºC zapewniają prawidłowe warunki dla procesów specjalnych stosowanych w produkcji sterowników. Głównie chodzi o lutowanie elementów elektronicznych na płytkach. Odpowiednie warunki panujące w hali gwarantują stabilność tego procesu, ponieważ stosowane przy lutowaniu materiały zachowują odpowiednie parametry fizyko-chemiczne. Zapewnia to zachowanie powtarzalności tego procesu.
 fot. gazeo.plWydział montażu SMD dysponuje dwiema identycznymi liniami produkcyjnymi, które mogą nanieść w ciągu 8-godzinnej zmiany 96 tys. elementów elektronicznych montowanych powierzchniowo
fot. gazeo.plWydział montażu SMD dysponuje dwiema identycznymi liniami produkcyjnymi, które mogą nanieść w ciągu 8-godzinnej zmiany 96 tys. elementów elektronicznych montowanych powierzchniowoWydział montażu SMD
Dostarczane od poddostawców płytki drukowane, które w najnowszych sterownikach są nawet 4- lub 6-warstwowe (oprócz druku dwustronnego ścieżki przewodzące znajdują się także wewnątrz laminatu) są poddawane pierwszym procesom przygotowującym je do dalszych etapów produkcji.
Pierwszą i bardzo ważną czynnością, jeszcze przed rozpoczęciem właściwych procesów produkcyjnych, jest oznakowanie każdej płytki drukowanej specjalnym (wypalanym laserem) kodem 2D. Pozwala on na identyfikację płytki na każdym etapie powstawania sterownika, a także później, np. w czasie obsługi gwarancyjnej. Pod tym kodem w bazie danych firmy zapisana jest cała historia powstania każdego sterownika (data produkcji, wykorzystane w jego budowie elementy, łącznie z danymi ich producentów, dane operatora, który obsługiwał linię produkcyjną oraz wiele innych istotnych informacji), łącznie z parametrami procesów, które były wykorzystywane przy produkcji sterownika (lutowanie, lakierowanie płytek).
Po naniesieniu kodu płytki są odkurzane. Proces ten ma na celu usunięcie pozostałości po wypalaniu tak, aby kod był czytelny.
Oznakowane kodem 2D (data matrix) płytki, a właściwie całe formatki, zawierające po kilka płytek, trafiają na linię produkcyjną wraz z elementami elektronicznymi do nich przeznaczonymi. Pierwsze etapy w cyklu produkcyjnym polegają na przygotowaniu płytek do osadzenia elementów elektronicznych.
W każdym ze sterowników używane są elementy montowane powierzchniowo (SMD – Surface Mounted Devices) oraz klasyczne elementy przewlekane. Montaż tych pierwszych jest w pełni zautomatyzowany i odbywa się na dwóch liniach produkcyjnych.
 fot. gazeo.plSerce jednej z linii produkcyjnych wydziału montażu SMD, czyli urządzenie nakładające na płytkę elementy elektroniczne montowane powierzchniowo
fot. gazeo.plSerce jednej z linii produkcyjnych wydziału montażu SMD, czyli urządzenie nakładające na płytkę elementy elektroniczne montowane powierzchniowoElementy przystosowane do montażu powierzchniowego (SMD) trafiają na linię produkcyjną w specjalnych holderach. Różnorodność elementów elektronicznych jest ograniczana już na etapie projektowania urządzeń. Dzięki temu zmniejsza się różnorodność stanów magazynowych. Dodatkowo firma zyskuje na zmniejszeniu liczby przezbrojeń linii produkcyjnej przy zmianie wyrobu.
Każdy holder z elementami elektronicznymi ma swój kod kreskowy, zatem w procesie układania elementów na płytce następuje powiązanie kodu materiału (płytki drukowanej) z kodem holdera. Eliminuje to możliwość pomyłki przy uzbrajaniu maszyny, ponieważ urządzenie, analizując kody jest w stanie kontrolować czy trafiły do niego odpowiednie elementy elektroniczne.
Na pierwszym etapie produkcji płytek drukowanych sterowników znajduje się sitodrukarka, która poprzez odpowiedni szablon (inny dla płytki drukowanej konkretnego wyrobu) nanosi na nią klej służący do mocowania elementów SMD.
Płytki z naniesionym klejem są przemieszczane do serca linii, czyli maszyny, która układa elementy elektroniczne SMD. To skomplikowane urządzenie jest wyposażone w precyzyjnie sterowaną głowicę, która pobiera elementy z taśmy z wykorzystaniem podciśnienia (są one zasysane przez głowicę) i układane na płytce. Chwilę po tym jest wykonywane zdjęcie pobranych elementów. W ten sposób maszyna ocenia prawidłowość ustawienia elementu, a w razie potrzeby koryguje jego pozycję.
Zastosowanie formatek, czyli połączonych ze sobą kilku płytek drukowanych powoduje, że każda operacja jest wykonywana na kilku płytkach jednocześnie, co znacznie przyspiesza produkcję. Dodatkowo, operowanie płytkami o większych wymiarach w urządzeniach z automatycznym ich przesuwem jest łatwiejsze. Dąży się, aby formatki były rozcinane (separowane) na pojedyncze płytki jak najpóźniej w całym cyklu produkcyjnym.
Po nałożeniu elementów formatka przemieszcza się do pieca, w którym następuje utwardzanie kleju. W ten sposób zostaje zmontowana (przygotowana do lutowania na fali) jedna strona płytki. Jest to strona bottom. Płytki są tak projektowane, aby na stronie bottom były układane elementy lżejsze, mocowane za pomocą klejenia.
Później, na drugiej linii, następuje montaż drugiej strony płytki (strona top), na której elementy są lutowane. Początek linii jest taki sam jak w przypadku klejenia, lecz zamiast niego na sitodrukarce (przez specjalny szablon) nakładana jest pasta lutownicza.
Lutowanie odbywa się w piecu, gdzie cała płytka jest podgrzewana. Pasta w tych warunkach staje się płynna i połączenia są lutowane. Proces jest tak dobrany, że elementy montowane na pastę, znajdujące się od spodu nie spadają. Utrzymuje je napięcie powierzchniowe cyny.
Obie linie są identyczne, zatem na każdej z nich można wykonywać klejenie bądź lutowanie (w zależności od potrzeb). Bezpośrednią ich obsługą zajmują się dwie osoby, trzeci pracownik zajmuje się planowaniem produkcji od strony logistycznej (zamawianie komponentów czy pilnowanie kolejności zleceń).
 fot. gazeo.plMontaż złącza - największego elementu przewlekanego na płytce sterownika LPG
fot. gazeo.plMontaż złącza - największego elementu przewlekanego na płytce sterownika LPGKażda z dwóch linii jest w stanie nanieść na płytki 48 tys. elementów SMD na godzinę, co przekłada się na możliwość wyprodukowania około 1500 płytek w ciągu jednej zmiany (wydział produkcji SMD pracuje w cyklu 2-zmianowym). Każda z linii ma możliwość zdublowania, co nie jest wykorzystywane, lecz potencjalnie pozwala na zdwojenie możliwości produkcyjnych.
Montaż elementów przewlekanych
Zautomatyzowanie montażu elementów przewlekanych, choć możliwe, jest jednak bardzo drogie z uwagi na konieczność zastosowania skomplikowanych technologii i specjalistycznego parku maszynowego. W firmie AC S.A. montaż przewlekanych elementów elektronicznych jest wykonywany ręcznie.
Wraz ze zleceniem produkcyjnym wydawane są elementy przewlekane takie jak złącza, przekaźniki, rezystory czy kondensatory. Elementy są dostarczane w taśmach, dlatego wcześniej należy je przygotować do montażu na płytce drukowanej (odpowiednie docięcie i ukształtowanie wyprowadzeń, aby pasowały do otworów w płytce).
Jednym z pierwszych montowanych elementów przewlekanych jest złącze. Można powiedzieć, że jest ono głównym, a z pewnością największym elementem przewlekanym. Wstępny montaż złącza polega na jego umiejscowieniu w odpowiednich otworach płytki drukowanej i rozgięciu kilku nóżek tak, aby zostało ono unieruchomione. Złącze musi być także odpowiednio pozycjonowane, aby po zamontowaniu płytki w obudowie nie powodowało naprężeń. Stanowi także wygodny element wykorzystywany do przenoszenia płytki na dalsze etapy produkcji.
Elementy przewlekane także są wyposażone w stosowne kody, które pozwalają na identyfikację poszczególnych komponentów zamontowanych w gotowym już sterowniku (możliwość odtworzenia jego historii).
Po zamontowaniu wszystkich elementów przewlekanych płyta drukowana lub formatka (w zależności od wyrobu), trafia do agregatu lutowniczego. Przed tym procesem niektóre elementy są osłaniane, aby chronić np. złącza, przed kontaktem z gorącą cyną. Kontakt z roztopionym metalem jest możliwy w ściśle określonych miejscach (tam gdzie wymagane jest wykonanie połaczeń lutowniczych).
 fot. gazeo.plAgregat do lutowania na fali wypełnia obojętny azot, co poprawia jakość wykonywanych połączeń i zmniejsza ilość zgaru
fot. gazeo.plAgregat do lutowania na fali wypełnia obojętny azot, co poprawia jakość wykonywanych połączeń i zmniejsza ilość zgaruElementy przewlekane są lutowane na fali, co oznacza, że w agregacie lutowniczym (w jego tyglu wypełnionym roztopioną cyną), na powierzchni płynnego metalu, wytwarzana jest fala, która ma kontakt z nóżkami elementów podlegających lutowaniu. W ten sposób powstają luty.
Agregat lutowniczy składa się z trzech stref. W pierwszej odbywa się topnikowanie, czyli nanoszenie topnika na spodnią (bottom) stronę płytki. Jego zadaniem jest usunięcie z miejsc lutowania tlenków i poprawienie zwilżalności cyną. Topnik zmniejsza także napięcie powierzchniowe cyny, dzięki czemu meniski lutownicze mają odpowiedni kształt (nie występują tzw. zimne luty).
W drugiej strefie następuje wygrzewanie, które aktywuje topnik (wymaga to temperatury około 130ºC). Wtedy z powierzchni, na których mają powstać połączenia lutowane usuwane są tlenki, dzięki czemu cyna ma większą adhezję (łatwiej się do nich przykleja).
Zobacz stronę producenta:
STAG
 wczytywanie wyników...
wczytywanie wyników...

gazeo.pl to portal o instalacjach LPG. Znajdziesz tutaj informacje o tym, jaka instalacja gazowa w samochodzie jest najlepsza oraz które instalacje LPG można zamontować do aut z silnikami Diesla. Zamieszczamy najnowsze informacje o tendencjach cen LPG na świecie i w Polsce. Publikujemy praktyczne i rzetelne informacje dla wszystkich, dla których instalacje gazowe są codziennością. Dla nas instalacje gazowe to nie tylko praca - autogaz to nasza pasja.





